(5)电解加工的应用
无论材料的硬度和韧性如何,电解加工都可以在1道工序中加工出复杂的形状,因此,当因为材料的硬度和韧性很高而难以采用常规机械加工时,加工的形状越复杂,则电解加工的优势越大。
例如,在机械切削中,刀具直径越小则刀具刚性越低,必须相应降低切深,从而导致加工效率显著降低。在这种加工场景下,采用电解加工将极为有效。
让我们查看一下基于这些形态和方法的加工案例。
1)电解钻孔(electrolytic drilling)
在钻孔加工中,是将具有各种不同截面的管材用作电极工具。
")
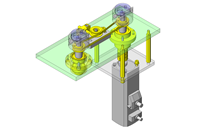
如【图1】所示,管材的外侧利用环氧树脂等做绝缘处理,末端带有宽底部。为了防止由于电极侧面的杂散电流而过度切割加工孔,这种侧面绝缘是必不可少的。
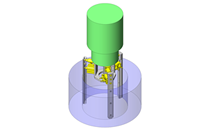
不过根据电解液的种类不同,有时无需采取这一对策。据说,均镀能力较低的NaNO3液体等电解液的侧面过切几乎为零。产品示例之一如【图2】所示。
")
弧形孔加工
应用电解钻孔加工,可以轻松地在工件中加工出弧形的孔或槽。
其原理如【图3】所示,让圆弧形长电极在圆周方向上进给,即可钻出弧形孔。在常规加工工艺中,弧形孔需要分割成两部分加工,然后再组装起来,然后通过焊接等方式固定,但是在电解钻孔中,可以在组装好的产品中直接加工。
")